![]()
更新日:令和6年1月 5日
国本工業株式会社(くにもとこうぎょう)
独自パイプ加工技術と柔軟な発想力により【省エネ・省資源・軽量化】を提案
自動車メーカーの設計者および技術者に対して部品設計の開発段階から機能を優先した部品設計を行うための問題点・加工制約に対する解決策を提案しており、現在まで多数の提案がお客様に採用されております。また、採用された部品のモノづくりに対しては安全・納期・品質・コストを考慮し、生産設備から金型までを自社開発しております。今後、自動車業界の100年に一度の変革に対応するために「もっといいモノづくり」を目指して独自技術を磨くとともに異分野との協業も考慮していきたいと考えております。
- プレス成形
- プレス(切削)
- プレス(曲げなど)
- 溶接
- 溶着
- 接着
- 塗装(表面処理)
- めっき(コーティング)
- 熱処理
- めっき(改質)
- 塗装(外観向上)
- めっき(外観向上)
- 金属プレス製品
- アルミニウム製品
- 自動車部品
- 鉄鋼
- 特殊鋼
- アルミ
- チタン
- 次世代自動車(浜松)
- ISO9001
- ISO14001
- 西部
- 受注方針(量産)
得意とする技術
-

極小曲げ 01【極小曲げパイプ】極小曲げとは、パイプ中心で0.5Dで曲げる事ですが、従来工法では難しいため2部品をロウ付けで対応していました。弊社ではプレス曲げ工法により一体加工を実現しています。 -

一体化 02【複数部品の一体化】難形状のため複数の部品に分割し溶接にて組付けを行っている部品を、パイプ材料にて一体成形をし、重量の軽減およびコストの低減を図る。 -

材料置換 03【材料置換】アルミは比重が小さいため軽量化になると思われているが、材料を薄肉の鉄パイプ材にしプレス成形加工法に置き換える事により、アルミ部品より重量の軽減およびコストの低減を図る。 -

潰し成形 04【パイプ成形(潰し)加工】小さなスペースの中で配管のレイアウトを行う場合に干渉物に対する処理として、パイプ材を中空(パイプ内部に詰め物なし)にて凹ましを実現しています。 -

張出成形 05【パイプ成形(張出)加工】曲げ部に近いところで張出成形を行い平坦部を確保を行う事が可能。エキマニ等で温度センサを取り付ける位置が曲げ部に近いと複数形状のボスを作成する必要があるが、共通化が可能となる。 -

拡管縮管 06【パイプ成形(拡管・縮管)加工】従来はハイドロフォーミング加工でしか出来ないとおもわれていたパイプ中間部のふくらましをプレス成形にて実現し、設備費用の削減・コストの低減を図る。 -

スピニング 07【成形(スピニング)加工】従来のスピニングではパイプの側面より外側へ加工する事が出来なかったが、弊社の開発工法で可能となった。そのためコンバーター等の入口・出口の設計自由度を向上させる事が可能となる。 -

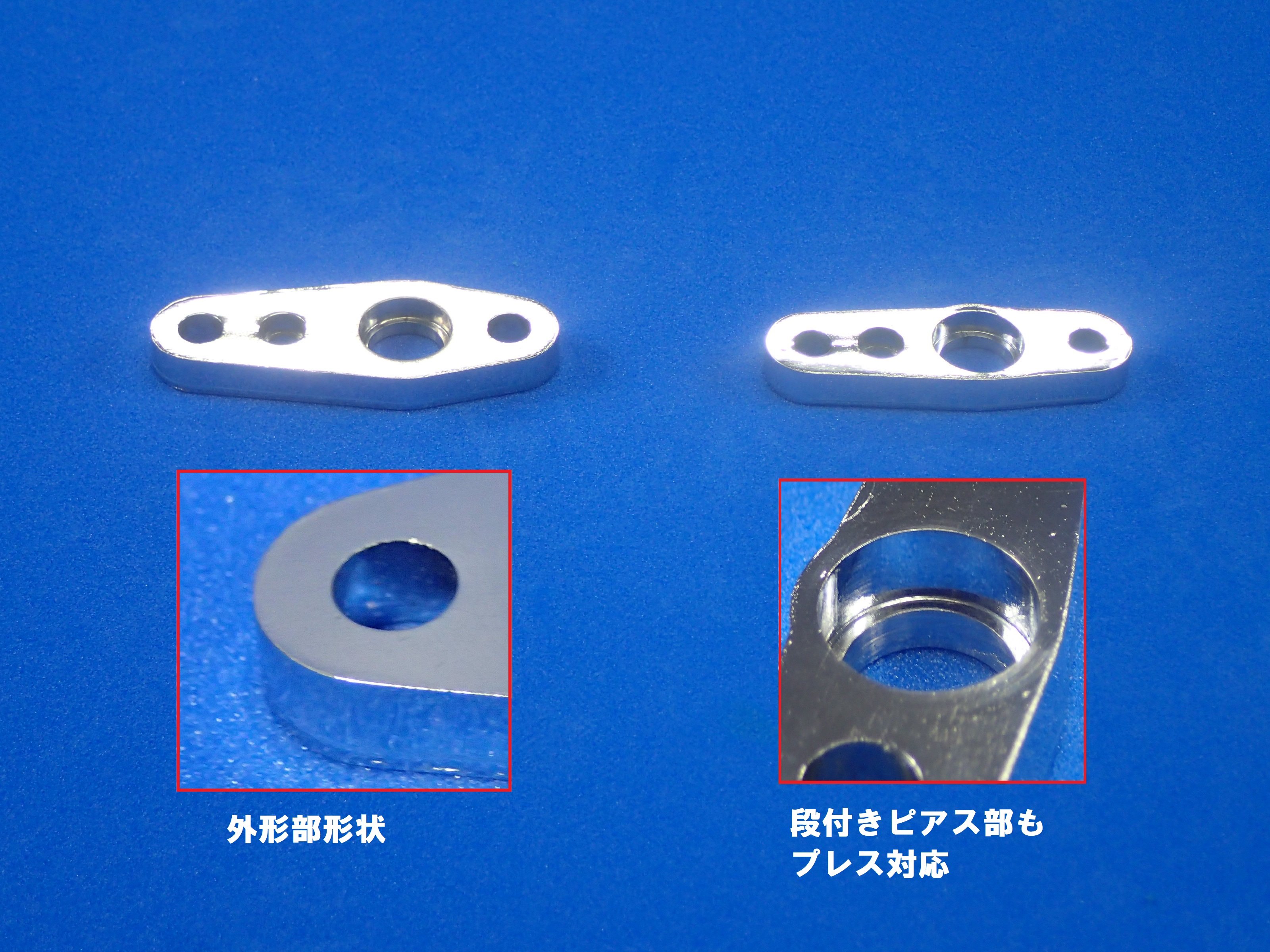
ダレ防止 08【プレスダレ防止】通常のプレスでは抜き加工を行うとダレが発生し、ボルト止め時にダレによる軸力不足の発生が考えられる。プレス冷鍛加工でダレなしの抜き加工を実現し軸力不足等への対応を図る。 -

ギア成形 09【プレスによるギア成形】切削でしか対応が出来なかった 歯幅8.00/歯厚0.65/歯ピッチ1.56/歯たけ0.88/先端R形状のギア部をプレス加工で対応し大幅なコスト低減および 生産性の向上を図る。 -

薄肉パイプ溶接 10【薄肉パイプの溶接】薄肉パイプの溶接する場合、溶接トウチの軌道を安定させる必要があり、パイプ部品にバーリング加工(φ17パイプに内径φ14のバーリング)をする事で溶接品質の向上を図る。










主要設備
-
設備名 メーカー・型式・能力等 台数 プレス アイダ 200t 2 プレス アイダ 150t 3 プレス ワシノ 100t 1 プレス アイダ 80t 9 サーボプレス コマツ 200t 1 油圧プレス タナカカメ 500t 1 NCベンダー コムコ 1 パイプ先端カット機 自社製 8 2軸成形機 自社製 8 3連成形機 自社製 2 -
設備名 メーカー・型式・能力等 台数 回転成形機 自社製 2 3連パンチ成形機 自社製 3 自動パイプ加工ライン 自社製 18 Tig溶接機 ダイヘン 7 Mig溶接機 ダイヘン 3 Mig溶接機 安川 1 スポット溶接機 中央製作所 1 精密3次元測定器 ミツトヨ・東京精密 2 形状測定機 ミツトヨ 2 真円度測定器 東京精密 2
-
設備名 メーカー・型式・能力等 台数 プレス アイダ 200t 2 プレス アイダ 150t 3 プレス ワシノ 100t 1 プレス アイダ 80t 9 サーボプレス コマツ 200t 1 油圧プレス タナカカメ 500t 1 NCベンダー コムコ 1 パイプ先端カット機 自社製 8 2軸成形機 自社製 8 3連成形機 自社製 2 回転成形機 自社製 2 3連パンチ成形機 自社製 3 自動パイプ加工ライン 自社製 18 Tig溶接機 ダイヘン 7 Mig溶接機 ダイヘン 3 Mig溶接機 安川 1 スポット溶接機 中央製作所 1 精密3次元測定器 ミツトヨ・東京精密 2 形状測定機 ミツトヨ 2 真円度測定器 東京精密 2
主要取引先業界
- 自動車・二輪車
その他の技術情報
| 認証規格 |
|
|---|---|
| 主な特許情報 |
特許第5285236号 金属パイプ曲げ加工方法及び加工装置 |
| 最近5年以内の開発テーマ |
令和2年 経営革新計画 戦略的基盤技術高度化支援事業 |
企業データ
| URL | http://www.kunimotokogyo.co.jp |
|---|---|
| 所在地 |
434-0046 静岡県浜松市浜名区染地台6-3-1 |
| 代表者 | 代表取締役社長 国本 賢治 |
| 会社設立 | 1970年5月 |
| 資本金 | 10,000千円 |
| 従業員数 | 83名 |
| 生産拠点 | 浜北工場(浜松市)、貴平工場(浜松市) |
| BCP | 対策有り |
| 産学官連携実績 | 有り |
| 地域未来投資促進法関連 |
地域経済牽引事業計画 地域未来牽引企業 |
| 試作品開発への対応 | |
| 受注の方針 | 量産のみ |
| 外部リンク |
公益財団法人浜松地域イノベーション推進機構 - 国本工業株式会社 金型しんぶん - ―成形をゆく―国本工業(静岡県浜松市) 日本経済新聞(2017/10/17付) - 車部品の国本工業、HV向け生産能力2倍 冷却パイプ、2億円投じ新ライン 「一体成型」で新用途開拓 |
特記事項・メッセージ

